
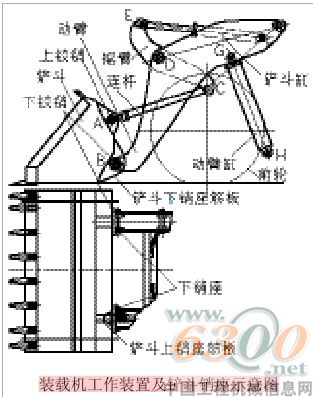
装载机、推土机等工程机械工作条件恶劣,受力复杂多变,磨损严重,尤其是各铰销、销套以及销套座等,往往是摩擦损伤最严重的部位(见附图)。现以某型装载机铲斗下销座摩擦损伤的修复为例,介绍这类损伤件的更换和焊接修复方法。
1.分析磨损情况
修复前应记录下铰销、销套以及销套座孔的磨损状况,测量下铰销与轴套的配合间隙,与最大使用极限相对比,若磨损量超过最大使用极限后就应及时维修复。
2.测量并确定下销座尺寸
采用焊接修复下销座时,必须把损坏的下销座切割下来,重新焊接上新加工的下销座。而新下销座的加工需要保证准确的尺寸数据,这就需要对旧的下销座进行数据测量。但是,旧下销座经过长期使用后,一般都损伤严重,已失去原有的尺寸精度和外部形状,这就影响到测量数据的准确性。
为此可采取以下方法:一是找到该产品的技术图纸;二是找相同型号的较新的该型机进行比对性测量;三是用游标卡尺测量磨损情况最轻的下销座尺寸,并对磨损量进行相应推算,调整所测数据。如测得的下销座厚度为35mm,确定新的下销座尺寸时,可把其厚度调整为45mm。调整理由有4点:一是基于对下销座轴向间隙的测量以及对轴向磨损量的估算;二是动臂下端的下销座两侧因磨损变薄,在不对动臂下端的销座两侧堆焊加厚时,通过适当加厚铲斗销座,可以弥补动臂下销轴孔两侧面的磨损量,使轴向间隙恢复正常;三是便于焊接、确保牢固;四是加厚铲斗新下销座在空间位置上不受限制,则不会造成其他不利影响。
3.制作新下销座和芯轴
根据确定的尺寸,制作新的下销座。考虑到强度和焊接性要求,材料可以选用40Cr,也可以用45#钢代替。
制作的芯轴主要用来避免新下销座在焊接过程中出现歪斜等位置偏差,以保证铲斗上4个新下销座焊接后的同轴度。芯轴长度视装载机铲斗大、小有所不同,但装载机铲斗宽度一般不超过3000mm,铲斗上、下销座之间的距离一般为2 500mm~2600mm,所以芯轴长度以略大于此数值为宜。芯轴直径应以确定的下销座孔径为依据,以保证适当用力能插入座孔为准。芯轴应在车床上矫直,并将其外圆车至50mm。
4.切割掉损坏的下销座
将铲斗放平,使两侧下销座处于便于操作的自然状态。先选择4个下销座中座孔偏磨最严重的1个,用氧一乙炔焰将旧下销座从铲斗筋板上割掉。气割时应尽可能沿原焊缝进行,割孔直径以略大于新下销座外径为好。
5.放入新下销座并插入芯轴
将新下销座放入割孔中,同时将芯轴从4个下销座孔中穿过,以保证待焊接固定的下销座与其余3个在同一轴线上。
6.焊接新下销座
将新下销座焊在铲斗筋板上,待完全冷却后轻轻敲击芯轴,在完全冷却之前不要抽出芯轴,其目的是以芯轴抵抗焊缝冷却收缩变形,以保证新焊上去的下销座孔与其他下销座孔同轴。
待新焊下销座完全冷却后,将芯轴轻轻敲击。然后再按上述方法更换其他发生严重偏磨的下销座。
友情提醒 |
本信息真实性未经中国工程机械信息网证实,仅供您参考。未经许可,请勿转载。已经本网授权使用的,应在授权范围内使用,并注明“来源:中国工程机械信息网”。 |
特别注意 |
本网部分文章转载自其它媒体,转载目的在于传递更多行业信息,并不代表本网赞同其观点和对其真实性负责。在本网论坛上发表言论者,文责自负,本网有权在网站内转载或引用,论坛的言论不代表本网观点。本网所提供的信息,如需使用,请与原作者联系,版权归原作者所有。如果涉及版权需要同本网联系的,请在15日内进行。 |

 2024北京国际风能大会暨展览会..
2024北京国际风能大会暨展览会.. 2023北京国际风能大会暨展览会..
2023北京国际风能大会暨展览会..

 2024北京风能展:壳牌润滑油
2024北京风能展:壳牌润滑油 2024北京风能展:埃克森美孚
2024北京风能展:埃克森美孚 2024北京风能展:中国中车
2024北京风能展:中国中车 2024北京风能展:远景科技
2024北京风能展:远景科技
